
热连轧机是生产热轧卷板的轧钢设备。热连轧机通常包括:步进式连续加热炉,高压水除鳞置,带立辊四辊可逆式粗轧机,飞剪,由6架串列布置的四辊轧机组成的精轧机组,卷取机,层流冷却装置,成品收集设备和各种运输辊道。钢坯通过加热出炉后,通过高压水除鳞去除氧化铁皮,进入四辊可逆式粗轧机进行开坯,轧制成适合连轧机组轧制的中间坯料开坯过程中立辊保证钢板的宽度,中间坯经飞剪剪头后,进入连轧机组.一次轧制成所需的规格,最后由卷取机收卷。轧制过程中,粗、精轧机均有高压水对钢板进行二次除鳞。 热连轧机组通常采用全线自动化控制,并采用液压AGC厚度自动控制、强力弯辊系统、快速换辊等新技术。


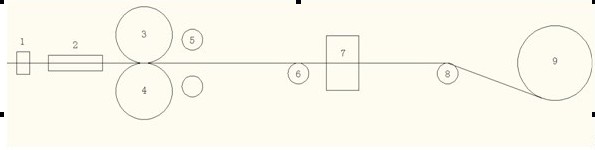
唐山市丰润区玄龙钢铁有限公司铝连铸连轧机的主要工作是将经原炉熔炼、静止炉精炼后的高温钢液在快速冷却的同时轧制成钢板,最终通过卷取机卷成钢卷。该设备主要有主轧机、钢液位控制装置、钛丝进给、铸嘴小车、石墨喷涂及行走、平动液压剪、卷取机、卸卷车等,如图所示。
该连轧机的系统技术性能参数:轧制速度2.0m/min、卷重5000kg、卷径φ610~1920mm、板宽1400mm、板厚6~8mm,轧机上下辊电机90kW。针对铸轧机成套电控系统的工艺特点(长期稳定连续生产、一旦事故停车将造成严重损失),选择高性能、高可靠性的系统控制变频器是满足控制要求的关键。现要求:轧机下辊采用速度控制,上辊采用转矩控制,且都采用变频器控制。经过对控制系统的全面分析,决定采用安邦信AMB600系列变频器进行改造。

连轧机变频器硬件接线图
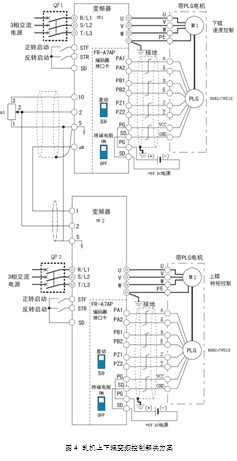
连轧机变频器硬件接线图如图所示。VF1下辊变频器的速度设定采用电位器,并连接了PLG差动输入信号作为闭环矢量控制的反馈信号,跳线设置如图4中标识所示,同时输出转矩信号给VF2变频器。VF2上辊变频器采用转矩控制,其转矩命令来自于VF1的输出,速度限幅来自于VF1的速度。
AMB600系列变频器性能参数
控制方式:开环矢量控制(SVC)、V/F控制、闭环矢量(VC)、开环转矩控制、位置环控制
启动转矩:0.5Hz/150%
调速范围:1:100 (SVC)、1:1000(VC)
稳速精度:±0.5%(SVC)、±0.05%(VS)
电压等级:220V、380V、690V、1140V
超大功率驱动技术:单机380V、680Kw,并机2000Kw

使用变频器改造前后,系统功能变化巨大,相比改造前的系统性能,改造后系统拥用了高精度的速度控制、转矩控制,完全满足了钢板高精度、高转矩的工业要求。同时实现了系统的稳定性和可靠性。

安邦信AMB600有速度传感器的矢量控制方式,主要用于高精度的速度控制、转矩控制、简单伺服控制等对控制性能要求严格的使用场合。在该方式下采用的速度传感器一般是旋转编码器,并安装在被控电动机的轴端。在钢连铸连轧机中,用2台高精度闭环矢量安邦信AMB600变频器进行控制,较好地解决了钢板高精度、高转矩的工业要求。

 中文
中文 English
English



 0755-81719530
0755-81719530 amb@ambition.com.cn
amb@ambition.com.cn 深圳市龙华新区工业东路利金城科技工业园7栋1、5、6层
深圳市龙华新区工业东路利金城科技工业园7栋1、5、6层